
Jan 16, 2013
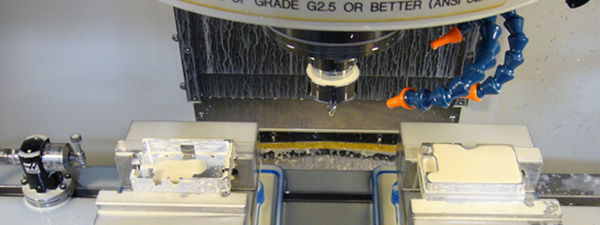
Usually a few machining iterations are required to proof the G-code program and to fine tune the machining parameters. TuxCASE for Raspberry Pi uses simple front and back operations to minimize setup cost. The machining operations use two Kurt D675 vises. There are cheaper alternatives, but the D675 manual vise is the least expensive of the domestically made machine vises. The left vise is for machining the top of the case and the right vise is for machining the bottom of the case. This setup allows for one complete case to be machined with each program cycle.
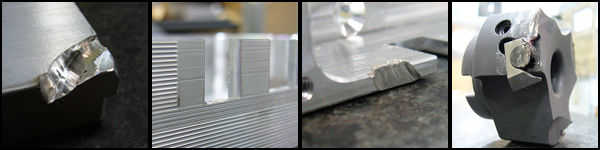
Sometimes, the tool path offsets are incorrectly calculated, or the tool length offset is too short for part, or the work piece was not clamped securely. Usually the part is scraped, but in some unfortunate events, the cutting tool is scraped.
Bellow are some of the unpleasant mishaps.
Jan 16, 2013
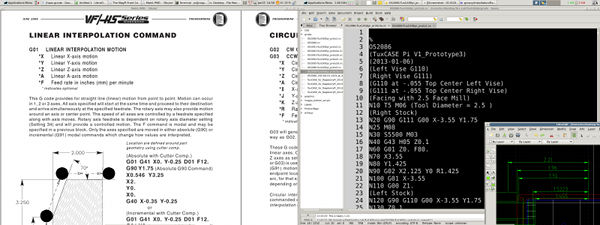
The G-code program is grouped by tools and each tools has sub sections representing a machining operation. For example, The first group of machining operation is performed by the 2.5" facing mill. The 2.5" face mill has two sub sections. First is the face milling of the bottom surface on the right vise and the second is face milling of the top surface on the left vice.
Machining Operations:
- 2.5" Face Mill
- Right Vise - Face bottom of case
- Left Vise - Face top of case
- 3/8" Roughing End Mill
- Right Vise - Profile bottom half of case
- Right Vise - Machine HDMI opening
- Right Vise - Machine Power and SD card opening
- Left Vise - Profile top half of case
- Left Vise - Machine pocket for RPi board [ tool path generated by VisualMill ]
- 3/8" Ball End Mill
- Left Vise - Machine RCA Video opening
- 5/16" Ball End Mill
- Left Vise - Machine Audio opening
- 3/8" 120 Degree Chamfer Mill
- Left Vise - Spot drill cover screw holes
- Left Vise - Chamfer top profile of case
- Right Vise - Chamfer bottom profile of case
- #43 Drill
- Left Vise - Drill cover screw holes
- 4-40 Tap
- Left Vise - Tap cover screw holes
- #32 Drill
- Left Vise - Drill bottom mounting holes
- 1/4" 100 Degree Chamfer Mill
- Left Vise - Chamfer bottom mounting holes
- 1/16" Ball End Mill
- Left Vise - Engrave Serial Number

May 31, 2012
A second batch of stainless steel stock consisting of 316L and 304L were ordered. The 316L were manufactured in Taiwan, a democratic country, while 304L were manufactured domestically.
OnlineMetals Mill Test Report
304SS US Origin MTR
316SS Taiwan Origin MTR
To avoid the per piece cut fee of $1.00, a Makita portable bandsaw was also purchased for cutting the 8 feel raw stock to 4 inch blanks.
| Stock – OnlineMetals | |
| 316ss flats, 0.125 x 0.5 x 96 @ 5pc | $48.85 |
| 304ss flats, 0.125 x 0.5 x 96 @ 5pc | $42.45 |
| Tools – Hardware Sales Inc. | |
| Makita 2107FK6 Portable Band Saw | $299.99 |
| Tools – McMaster | |
| BiMetal Blades for Portable Bandsaw 3x | 24.39 |
Apr 24, 2012
Deburring with the ceramic media on the left will remove the burrs an slightly radius the edges. Burnishing with the porcelain media on right will brighten the surface dulled by the deburring process.

3/8-3/8 Ceramic Triangle & 3/16-3/8 Porcelain Cut Cylinders
Apr 23, 2012
The mouth lip was modified for better clearance and the center cavity was removed to help speed up the machining process and the logo were modified to reflect the coarser resolution of electrochemical etching. The height was also reduce to better fit the raw stock height.
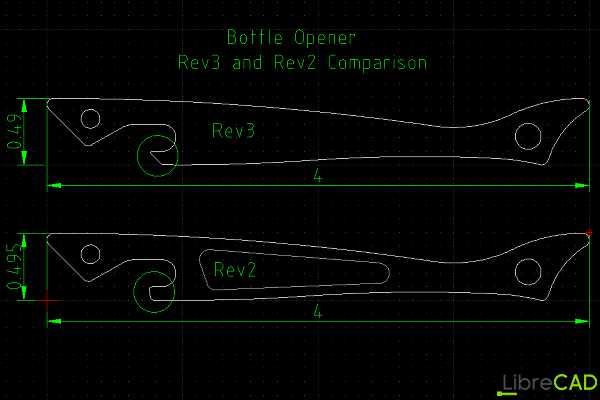

Apr 13, 2012
The mouth of the bottle opener was based off the dimensions of the can opener tool on a Leatherman Sideclip. A few laser cut acrylic prototypes were made to test the mouth geometry for bottle cap engagement.
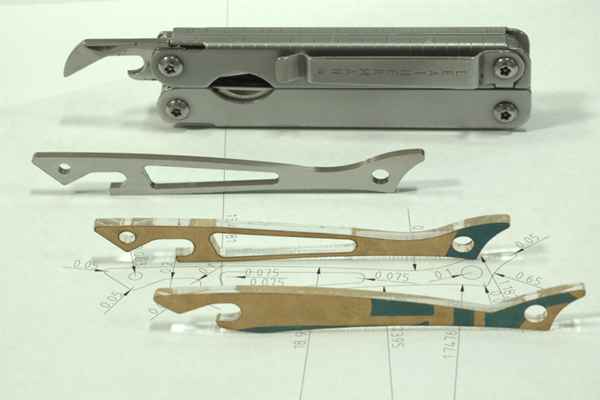
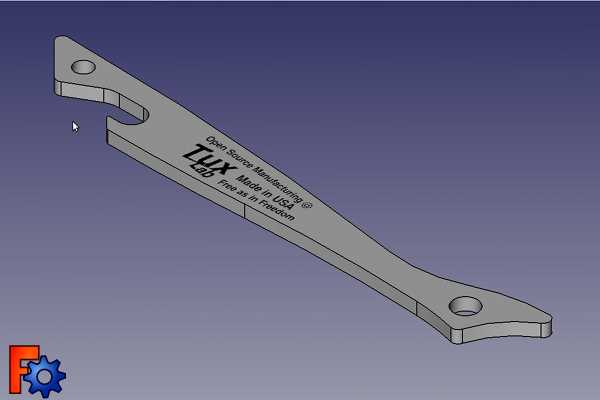
The bottle opener in the foreground was the very first prototype drawn with a commercial 3d cad before switching over to FreeCAD.
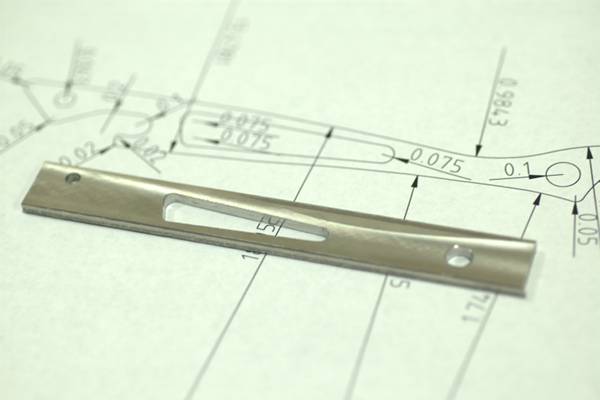
Op1 and Op2 Completed

Op3 Completed after numerous unsuccessful attempts in the background.
Apr 07, 2012
| Bottle Opener Speed and Feed Calculation | ||||||
| Tool | SFM | Diameter | RPM | Feed per Tooth | # of Flute | Feed (ipm) |
| Maritool .250” 4F TiAlN | 315 | 0.250 | 4813 | 0.0014 | 4 | 27 |
| Maritool .125” 4F TiAlN | 315 | 0.125 | 9626 | 0.0005 | 4 | 19.3 |
| Maritool 2.48 Shell Mill - ACK300 Inserts | 300 | 2.480 | 463 | 0.0060 | 5 | 13.9 |
| Fixture Machining | ||||||
| Tool | SFM | Diameter | RPM | Feed per Tooth | # of Flute | Feed (ipm) |
| Kennemetal .500” 3F HPF37 | 800 | 0.500 | 6112 | 0.0040 | 3 | 73.3 |
| Kennemetal 2.5 Shell Mill - K110M Inserts | 3000 | 2.500 | 4584 | 0.0060 | 3 | 82.5 |
| Maritool .375” Drill Mill 4F | 300 | 0.150 | 7640 | 0.0005 | 4 | 15.3 |
| SFM | Diameter | RPM | Feed per Rev | Feed (ipm) | ||
| Iwrin #36 Drill | 200 | 0.1065 | 7174 | 0.0040 | 28.7 | |
| Irwin #25 Drill | 200 | 0.1495 | 5110 | 0.0060 | 30.7 | |
Apr 03, 2012
| Stock - Metal Express | |
| 304ss flats, 4” x 0.5” x .125”, 100pc @ ~1.865 | $86.00 |
| Tooling - Martitool | |
| .125 Double End 4F Carbide End Mill TiAlN, 2 @ 8.51 | $17.02 |
| .250 Double End 4F Carbide End Mill TiAlN, 1 @ 14.82 | $14.82 |
| 45 deg Shell Mill Insert, ACK300 grade, 5 @ 10.70 | $53.50 |
| Fixture – HomeDepot | |
| 6-32 Hex Socket Screw | $0.65 |
| 10-24 Hex Socket Screw | $0.86 |
| 6-32 Irwin Drill/Tap Kit | $4.97 |
| 10-24 Irwin Drill/Tap Kit | $5.47 |
| Tooling – Martitool, 2nd Batch | |
| .125 Double End 4F Carbide End Mill TiAlN, 4 @ 8.51 | $34.02 |
| .250 Double End 4F Carbide End Mill TiAlN, 2 @ 14.82 | $29.63 |
| .125 4F Carbide Drill Mill 120Deg 1 @ 8.44 | $8.44 |
| 3.3mm .1299” Cobalt 130deb Screw Length Drill TiAlN 2 @ 7.58 | $15.16 |
| USPS Priority Mail | $12.45 |
Apr 03, 2012
Two Fixtures:
- Step Soft Jaws for:
- Op 1 - Side A Facing
- Op 2 - Side B Facing, Hole & Pocket Machining
- Profiling Fixture for:
- Op3 - Profile Machining



Feb 02, 2012
It took a total of 5 Operation to machine the ejector assembly that consists of a ejector retention plate and the ejector plate. The two plates sandwich the return and ejection pins.
1st Op - Machine stock (~12" x 4" x .5") to size (~7.8" x 4" x .5"). (2x)
2nd Op - Face mill mating surface. (2x)
3rd Op - Machine ejector retention plate.
4th Op - Machine ejector plate.
5th Op - re-machine ejector retention plate with proper orientation to fix a design error.



