Bottle Opener
| - Bottle Opener Task Summary - | |||
| Product Design with FreeCAD | Completed | 4.0 hr | $0.00 |
| Project Dimesioning with LibreCAD | Completed | 3.0 hr | $0.00 |
| Raw Stock & Cutting Tool Ordering | Completed | 1.5 hr | $382.99 |
| FEA of Design Options | Completed | 7.5 hr | $0.00 |
| Tool Path Planning | Completed | 5.5 hr | $0.00 |
| g-code programming | Completed | 10.0 hr | $0.00 |
| Fixture Machining | Completed | 6.5 hr | $0.00 |
| Prototyping - Machining | Completed | 16.5 hr | $0.00 |
| Bottle Opener Rev 2 | Completed | 0.5 hr | $0.00 |
| Prototyping - Deburr & Polish | Completed | 3.0 hr | $78.03 |
| Prototyping - ElectroChemical Etch | Completed | 0.5 hr | $84.57 |
| Bottle Opener Rev 3 | Completed | 10.5 hr | $0.00 |
| Bottle Opener Rev 4 | Completed | 10.5 hr | $0.00 |
| Bottle Opener Rev 5 | Completed | 8.0 hr | $0.00 |
| Production Initial Batch | Completed | 36.5 hr | $0.00 |
| Initial Production Summary | Completed | 12.0 hr | $0.00 |
| Raw Material for 2nd Run | Completed | 8.0 hr | $415.68 |
| Production Batch 2 | Inprogress | 45.0 hr | $810.28 |
Apr 02, 2012
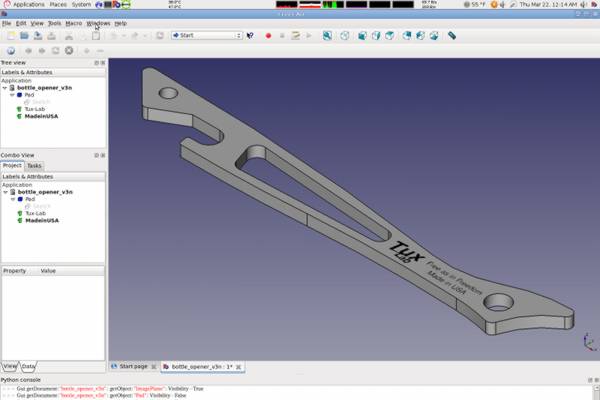
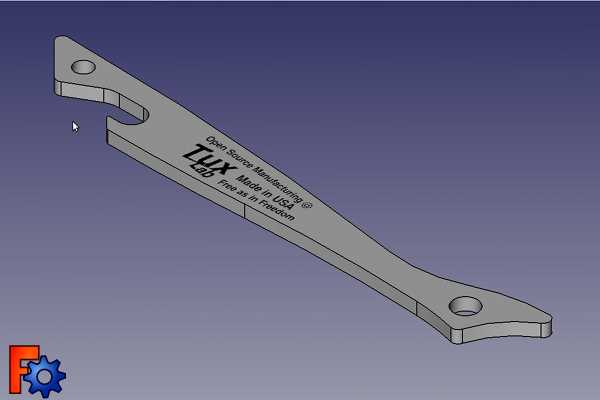
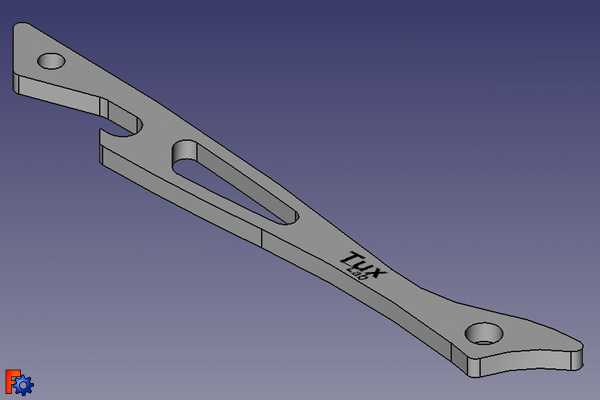
Originally drawn using a commercial CAD software. Redrawn with LibreCAD, v1.0.1, then finally with FreeCAD v.12-5382, on Debian (Squeeze) GNU/Linux. It was like relearning CAD because a lot of tools are missing from both packages. For example, in FreeCAD there are no tools for specifying tangential relationship between curves. However, the tangential relationship can be established indirectly through parallel lines that are tangential to the curves. Once feature of FreeCAD is it automatically test to see if the sketch is properly constrained. The part looks bigger than actual size. The actual size is ~4" x 0.5" x 0.1". The material is 304 stainless. The next step is to write the gcode and machine the actual product. Followed by laser marking with CerMark.
Apr 02, 2012
Apr 03, 2012
| Stock - Metal Express | |
| 304ss flats, 4” x 0.5” x .125”, 100pc @ ~1.865 | $86.00 |
| Tooling - Martitool | |
| .125 Double End 4F Carbide End Mill TiAlN, 2 @ 8.51 | $17.02 |
| .250 Double End 4F Carbide End Mill TiAlN, 1 @ 14.82 | $14.82 |
| 45 deg Shell Mill Insert, ACK300 grade, 5 @ 10.70 | $53.50 |
| Fixture – HomeDepot | |
| 6-32 Hex Socket Screw | $0.65 |
| 10-24 Hex Socket Screw | $0.86 |
| 6-32 Irwin Drill/Tap Kit | $4.97 |
| 10-24 Irwin Drill/Tap Kit | $5.47 |
| Tooling – Martitool, 2nd Batch | |
| .125 Double End 4F Carbide End Mill TiAlN, 4 @ 8.51 | $34.02 |
| .250 Double End 4F Carbide End Mill TiAlN, 2 @ 14.82 | $29.63 |
| .125 4F Carbide Drill Mill 120Deg 1 @ 8.44 | $8.44 |
| 3.3mm .1299” Cobalt 130deb Screw Length Drill TiAlN 2 @ 7.58 | $15.16 |
| USPS Priority Mail | $12.45 |
Apr 03, 2012
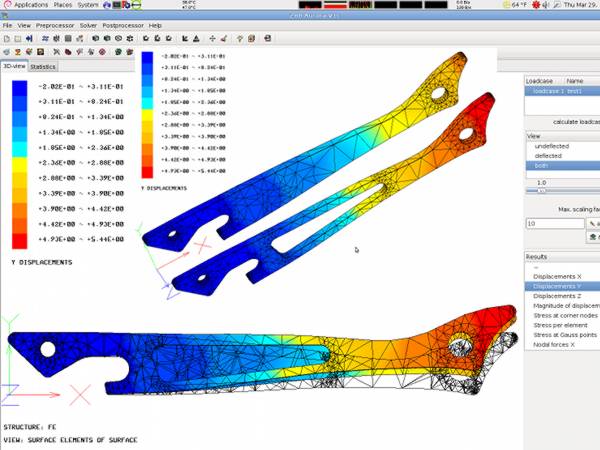
While waiting for the cutting tools to arrive. The effect of hollowing out the bottle opener was explored with Z88, an open source FEA software. Z88 is available in Debian, but Z88Auora the newer gui version of Z88 is only available as a Ubuntu package. Luckily, the Z88 was able to install under Debian.
After many hours of bumbling around, some sort of an answer was derived. The accuracy of the answer is unknown, but the picture look pretty. The skeletonized bottle opener does deflect more, but not that much more than the solid body version.
The ascii mesh was created using FreeCAD and imported into Z88. After reading through documentation, it appears that while Z88 is an open source software, Z88Auora is a binary only distribution.
Apr 04, 2012
Before the g-code can be written, the machining tool path needs to be determined. A total of 3 cutting tools will be used. A shell mill to smooth both the top and bottom, a .25" end mill will perform most of the rough profiling, and a .125" end mill will perform the final profiling pass.
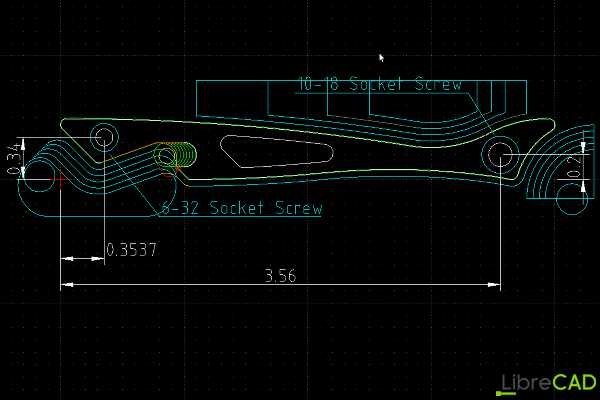
Each cutting tools has a specified cutting parameter. For both the .25" and .125" end mill the recommended radial cutting depth is 20% of tool diameter. Base on this information, LibreCAD was was to draw out the tool path.
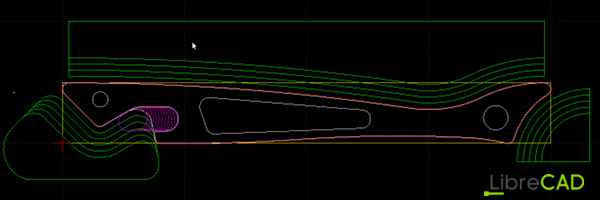
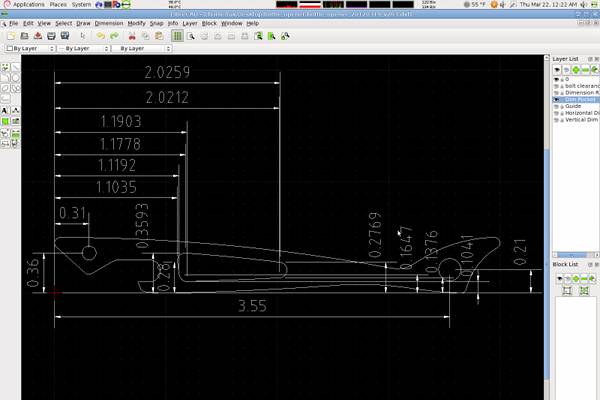
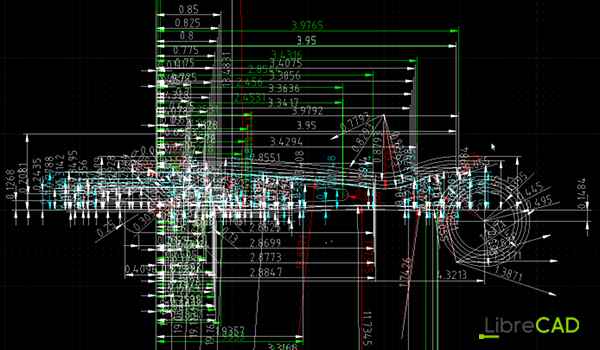
In g-code, the tool path is represented by a series of linear and circular moves. Each transition point, ie where straight line meets a curve or where curves of different radius meets, on the tool path needs to be specified in terms of its X-axis and Y-axis coordinate. If the the next move is a circular move, the radius will also need to be specified. The process of dimensioning the transition points can be quite tedious.
Apr 07, 2012
| Bottle Opener Speed and Feed Calculation | ||||||
| Tool | SFM | Diameter | RPM | Feed per Tooth | # of Flute | Feed (ipm) |
| Maritool .250” 4F TiAlN | 315 | 0.250 | 4813 | 0.0014 | 4 | 27 |
| Maritool .125” 4F TiAlN | 315 | 0.125 | 9626 | 0.0005 | 4 | 19.3 |
| Maritool 2.48 Shell Mill - ACK300 Inserts | 300 | 2.480 | 463 | 0.0060 | 5 | 13.9 |
| Fixture Machining | ||||||
| Tool | SFM | Diameter | RPM | Feed per Tooth | # of Flute | Feed (ipm) |
| Kennemetal .500” 3F HPF37 | 800 | 0.500 | 6112 | 0.0040 | 3 | 73.3 |
| Kennemetal 2.5 Shell Mill - K110M Inserts | 3000 | 2.500 | 4584 | 0.0060 | 3 | 82.5 |
| Maritool .375” Drill Mill 4F | 300 | 0.150 | 7640 | 0.0005 | 4 | 15.3 |
| SFM | Diameter | RPM | Feed per Rev | Feed (ipm) | ||
| Iwrin #36 Drill | 200 | 0.1065 | 7174 | 0.0040 | 28.7 | |
| Irwin #25 Drill | 200 | 0.1495 | 5110 | 0.0060 | 30.7 | |
Apr 03, 2012
Two Fixtures:
- Step Soft Jaws for:
- Op 1 - Side A Facing
- Op 2 - Side B Facing, Hole & Pocket Machining
- Profiling Fixture for:
- Op3 - Profile Machining


Apr 13, 2012
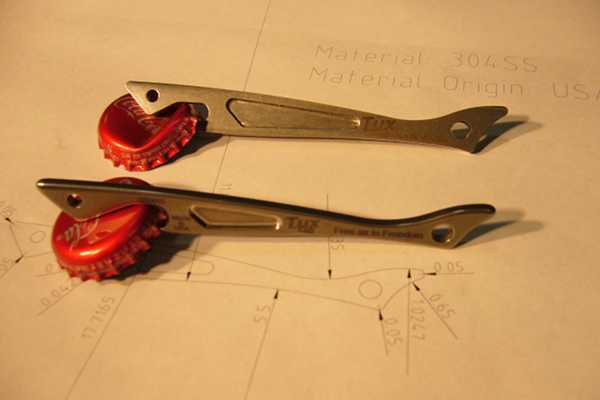
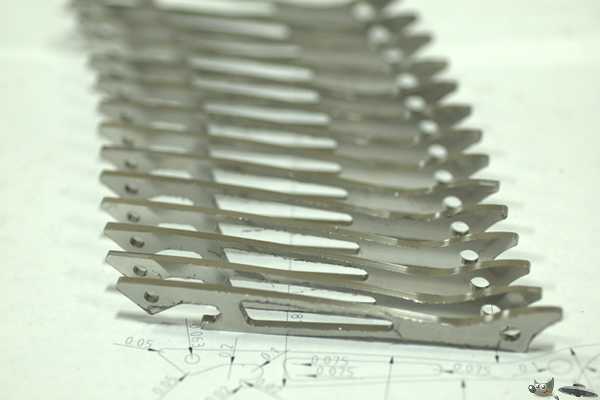
The mouth of the bottle opener was based off the dimensions of the can opener tool on a Leatherman Sideclip. A few laser cut acrylic prototypes were made to test the mouth geometry for bottle cap engagement.
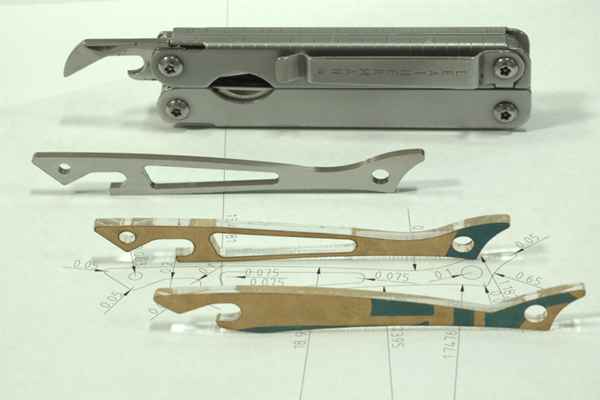
The bottle opener in the foreground was the very first prototype drawn with a commercial 3d cad before switching over to FreeCAD.
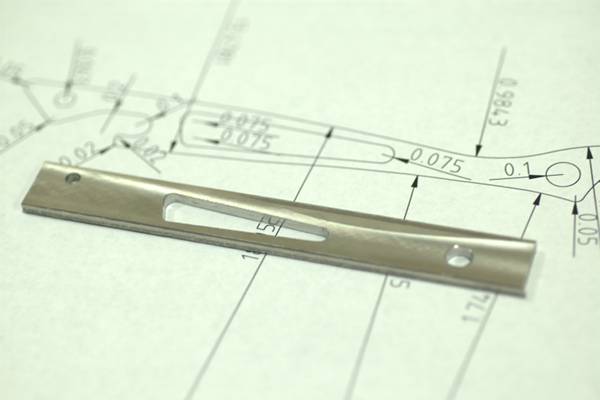
Op1 and Op2 Completed

Op3 Completed after numerous unsuccessful attempts in the background.
Apr 06, 2012
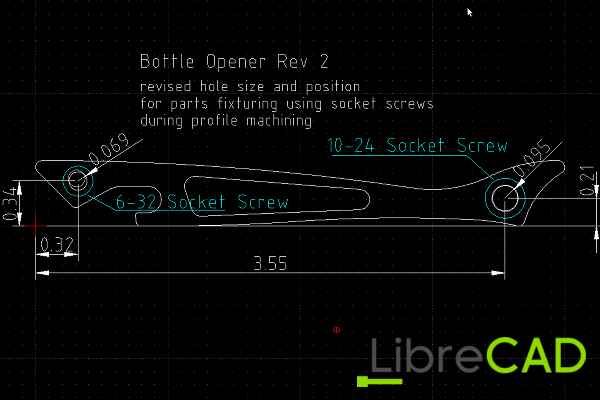
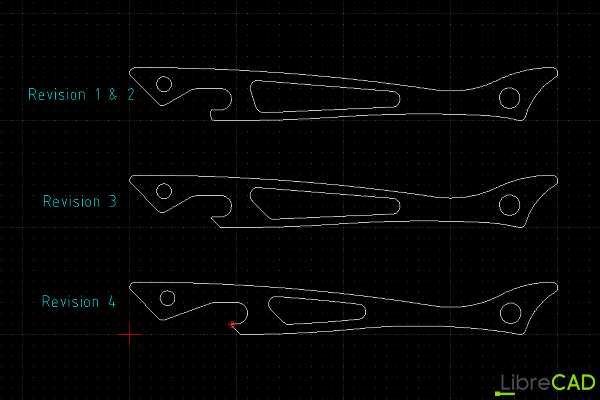
Modify radius and location of head and tail holes for fixturing with socket screw during op3, machining of the profile.
Apr 24, 2012
Deburring with the ceramic media on the left will remove the burrs an slightly radius the edges. Burnishing with the porcelain media on right will brighten the surface dulled by the deburring process.

3/8-3/8 Ceramic Triangle & 3/16-3/8 Porcelain Cut Cylinders
Apr 13, 2012
| Electro-Chemical Etcher - McMaster | |
| Starter Kit 2amp Hand Marker | $73.80 |
| 16oz Stainless Steel Electrolyte | $10.77 |

Raw Stock, Machined, Deburred Burnished & Etched
Apr 23, 2012
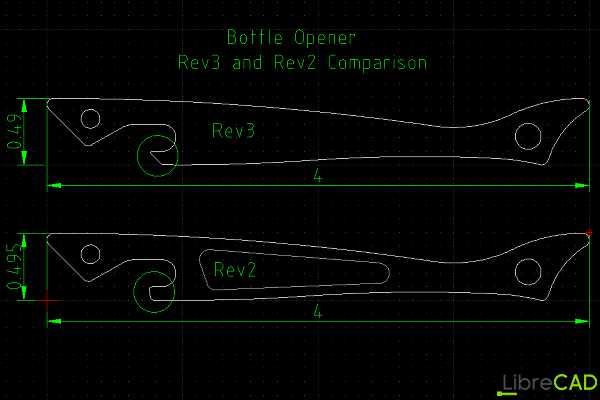
The mouth lip was modified for better clearance and the center cavity was removed to help speed up the machining process and the logo were modified to reflect the coarser resolution of electrochemical etching. The height was also reduce to better fit the raw stock height.

Apr 23, 2012
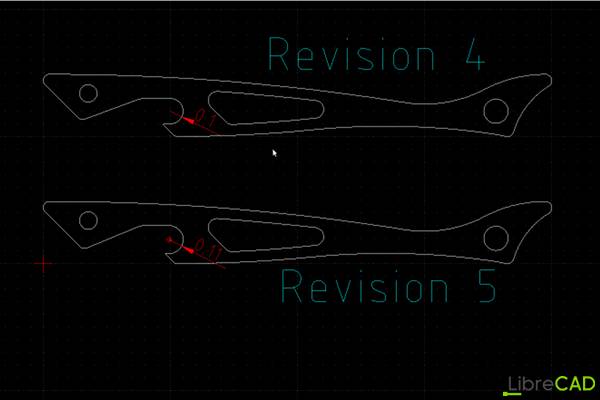
The shallow mouth opening has too steep of an angle and tends to peal the cap back. The mouth opening was elongated to give better leverage to lift the cap.
May 16, 2012
May 05, 2012

For production machining, the 3 setps were combined into a single program with a M00 pause to flip the part. Due to earlier tool breakages and poor surface finish, very conservative feed speed were used and the initial machining time was at 18 minute per piece. Gradually the machine time was reduced to 15 minutes per part. Vibratory tumbling will be used to radius the edges and if necessary, secondary polishing.
First batch of bottle opener ready for deburring

First three batches of bottle opener. Machined, deburred, burnished, and electrochemically marked.
May 22, 2012

The initial batch of the bottle opener has been completed and mailed out. After numerous revisions, only 12 pieces of blanks were left for the final revision. Therefore, out of 100 blanks only 12 acceptable bottle openers were produced.
There first couple revisions had too shallow of a mouth opening that caused the bottle opener to peel the edges ofthe bottle cap. Subsequent revisions were made to lengthen as well as deepen the mouth opening to give better mechanical leverage. Electrochemical etching was inconsistent and was replaced with direct laser marking.
May 31, 2012
A second batch of stainless steel stock consisting of 316L and 304L were ordered. The 316L were manufactured in Taiwan, a democratic country, while 304L were manufactured domestically.
OnlineMetals Mill Test Report
304SS US Origin MTR
316SS Taiwan Origin MTR
To avoid the per piece cut fee of $1.00, a Makita portable bandsaw was also purchased for cutting the 8 feel raw stock to 4 inch blanks.
| Stock – OnlineMetals | |
| 316ss flats, 0.125 x 0.5 x 96 @ 5pc | $48.85 |
| 304ss flats, 0.125 x 0.5 x 96 @ 5pc | $42.45 |
| Tools – Hardware Sales Inc. | |
| Makita 2107FK6 Portable Band Saw | $299.99 |
| Tools – McMaster | |
| BiMetal Blades for Portable Bandsaw 3x | 24.39 |
Jun 30, 2012

More muscle was needed to descale the the stubborn oxide layer from the new batch of hot rolled 304SS so the mothballed vibratory tub tumbler was put back into service. Two additional smaller tumbler from McMaster were also added.

| Additional Deburring Equipment & Media | |
| McMaster | |
| Thumbler Tumbler, Model B | 239.10 |
| Thumbler Tumbler, TV-18 Industrial Vibratory Tumbler | 323.39 |
| MSI | |
| Tumbling Media 7/8 X 5/16 Tri-S, 150lb | 205.54 |
| Aluminum Oxide - 180, 50lb | 42.25 |


